圖片:
圖片有點潦草

。
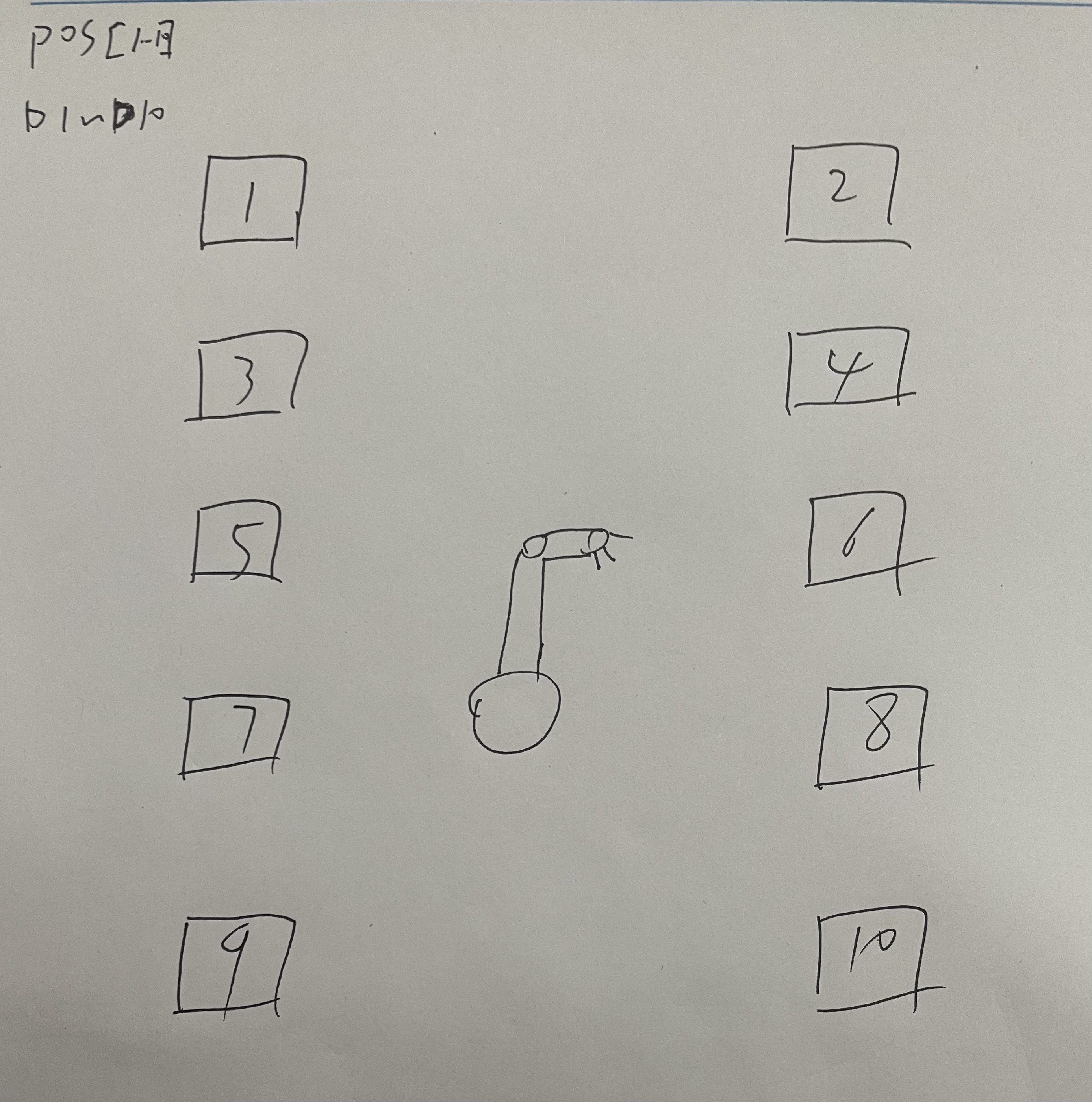
大致需求是有10個罐體先后加工材料,材料加工完之后由中間的機器人抓取成品和供給未加工的產品。但是有一個優先級的關系,假設機器人現在在抓取3號罐里的東西,這個時候5號罐先完成了,然后8號罐也完成了。我需要按照他們完成的先后順序來進行抓料和供給。
目前程序的思路是有的,我按照完成的順序分別把罐的編號傳到D1-D10里,先判斷D1-D10內誰的數據不為0,再判斷對應數據內的數值為多少,讓機器人去對應的罐子抓料。
列如D1=3;D2=5;D3=8;當3號罐抓料完成之后,把D1置0,然后再判斷D2不為0 ,讀取D2里的值為5,就去5號罐抓料。
可是這如果用梯形圖來寫太長了,想用ST去做一些判斷,不知道用哪個指令,本來想用FOR來判斷哪個D里面有數值不為零,但是只能比較一個D1,怎么實現D1=0之后判斷條件變成D2是不是等于0?
還是說一直用IF嵌套?,不好意思新學ST沒多久。不太會,請各位前輩賜教。
 滬公網安備31010802001143號
滬公網安備31010802001143號

